|
SMT Soldering |
|
|
Soldering SMT components is not that difficult, the steps are essentially the same for soldering all types of SMT components:
The final joint should be concave with 100% coverage of the component to pad interface with no air pockets. Tin/lead solder joints can be expected to be shiny where lead-free solder can have a slight grainy texture for acceptable joints (K100LD looks very close to Tin/Lead however). |
|
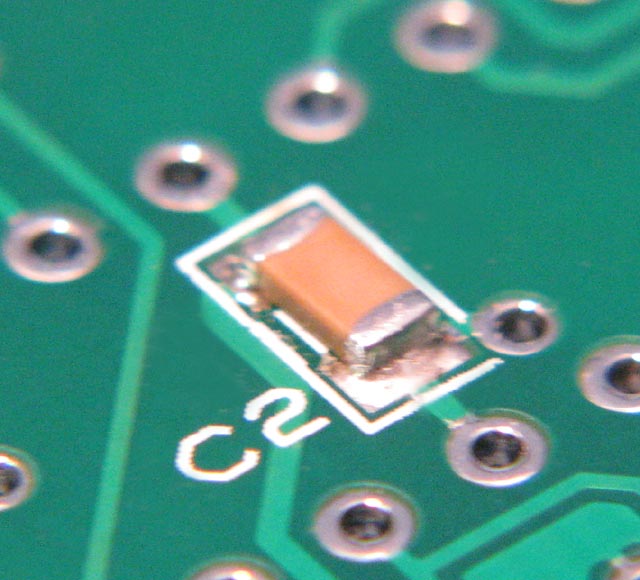 |
This is a typical 1206 capacitor after soldering and
cleaning off the flux residue. Don't spend a lot of time trying to
get the perfect joint shape however... you'll get better with practice.
What you really are trying to achieve is a solid, void free connection
between the pad and terminal where the solder has blended with the metals
from both surfaces.
|
 Movie |
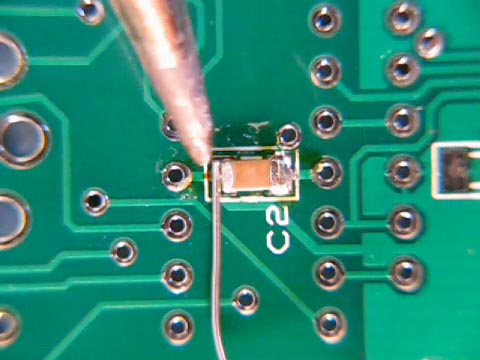
My favorite soldering iron setup is the 50W
Hakko
936-12
temperature controlled station
(set to 450C) with a 900M
60 degree bevel tip. The
mass of the tip determines the speed of temperature rise at the joint:
Too small and the tip will freeze to the joint, too big (and / or hot) and
the flux will burn off exposing the joint to the air before you have time
to react. The bevel draws any excess solder back away from the
joint. I use the same setup to solder 0201 parts as well as
dead-bug
BGAs (That's #43 wire on a 0.5mm pitch BGA). The solder shown is my standard Kester K100LD 0.015" Dia lead free RMA from Stanley supply (Pricing) or TechniTool (Pricing). |
 Movie |
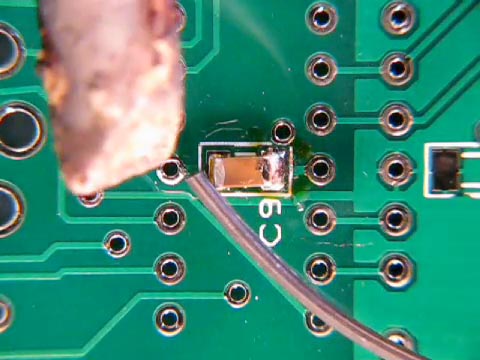
Just to show how forgiving this process can be, the movie at left is the same 1206 size capacitor being soldered with my 100W Weller stained-glass iron using 0.042" dia Tin/Lead solder. That iron hasn't been cleaned or wiped for 15 years! |
 |
Cross section of joint from the first example video. Notice the clean concave solder fillet and lack of voids. The good whetting quality all the way to the inside edge of the component terminal is an indication of sufficient heating of the joint. The fact that no clear line between the copper and the solder can be seen indicates good intermetallic alloying has occurred. Even the solder under the component (Far right) has a smooth concave fillet. |